جوشکاری WPS: یک راهنمای جامع

(مشخصات فرآیند جوشکاری، WPS) یک سند اساسی در صنعت جوشکاری است که فرآیند جوشکاری خاص مورد استفاده برای یک کار معین را مشخص می کند. این سند به عنوان یک راهنما برای جوشکاران عمل می…
(مشخصات فرآیند جوشکاری، WPS) یک سند اساسی در صنعت جوشکاری است که فرآیند جوشکاری خاص مورد استفاده برای یک کار معین را مشخص می کند. این سند به عنوان یک راهنما برای جوشکاران عمل می کند و اطمینان می دهد که فرآیند جوشکاری به درستی و به طور مداوم برای مطابقت با استانداردهای مورد نیاز انجام می شود. WPS برای حفظ کیفیت، ایمنی و انطباق در صنایع مختلف مانند ساخت و ساز، تولید، نفت و گاز و کشتی سازی حیاتی است.
WPS بر اساس کدها و استانداردهای صنعت، مانند استانداردهای ارائه شده توسط انجمن جوشکاری آمریکا (AWS)، انجمن مهندسان مکانیک آمریکا (ASME) و سازمان بین المللی استاندارد (ISO) توسعه یافته است. این سند متغیرهای ضروری، متغیرهای غیر ضروری و متغیرهای ضروری تکمیلی را برای یک فرآیند جوشکاری خاص و ترکیب مواد مشخص می کند. این کمک می کند تا اطمینان حاصل شود که جوش ها از خواص مکانیکی، استحکام و یکپارچگی مورد نیاز برخوردار هستند.
این مقاله یک نمای کلی جامع از جوشکاری WPS، از جمله اهمیت، اجزا، فرآیند ایجاد و نقش آن در کنترل کیفیت و انطباق با صنعت ارائه می دهد.
اهمیت WPS در جوشکاری
اهمیت مشخصات فرآیند جوشکاری را نمی توان نادیده گرفت. این تضمین می کند که فرآیند جوشکاری از دستورالعمل های دقیق پیروی می کند و به نتایج دلخواه می رسد. در زیر دلایل اصلی اهمیت WPS در جوشکاری آورده شده است:
1-ثبات: WPS تضمین می کند که همه جوشکاران از یک روش استاندارد پیروی می کنند و در نتیجه کیفیت جوش ثابتی در مشاغل و پروژه های مختلف حاصل می شود. این ثبات برای حفظ یکپارچگی و قابلیت اطمینان ساختاری ضروری است.
2-ایمنی: جوشکاری می تواند خطرناک باشد و پیروی از WPS با تعیین شرایط کاری ایمن، پارامترهای مناسب جوشکاری و استفاده صحیح از مواد و تجهیزات، خطرات را به حداقل می رساند.
3-کنترل کیفیت: WPS یک معیار برای ارزیابی کیفیت جوش ها ارائه می دهد. این تضمین می کند که فرآیند جوشکاری قابل تکرار است و اتصالات جوش داده شده با الزامات طراحی و مهندسی مطابقت دارند.
4-انطباق با مقررات: بسیاری از صنایع توسط کدها و استانداردهای سختگیرانه اداره می شوند. WPS انطباق با این الزامات قانونی را تضمین می کند و خطر تأخیر در پروژه، جریمه یا رد کار را کاهش می دهد.
5-بهره وری هزینه: WPS با مشخص کردن مؤثرترین فرآیند جوشکاری، ضایعات مواد، دوباره کاری و زمان خرابی را کاهش می دهد. این امر باعث بهبود کلی راندمان پروژه و صرفه جویی در هزینه می شود.
6-سازگاری مواد: WPS مواد پرکننده، مواد پایه و فرآیندهای جوشکاری صحیح را برای اطمینان از سازگاری و جلوگیری از نقص هایی مانند ترک خوردگی یا خواص مکانیکی ضعیف مشخص می کند.
7-آموزش و صلاحیت: WPS به عنوان ابزاری آموزشی برای جوشکاران عمل می کند و با ارائه دستورالعمل های واضح در مورد نحوه انجام جوش های خاص، به صلاحیت آنها کمک می کند.
8-مستندسازی و قابلیت ردیابی: WPS سابقه ای مکتوب از روش جوشکاری ارائه می دهد که برای ممیزی، بازرسی و مستندسازی پروژه ضروری است.
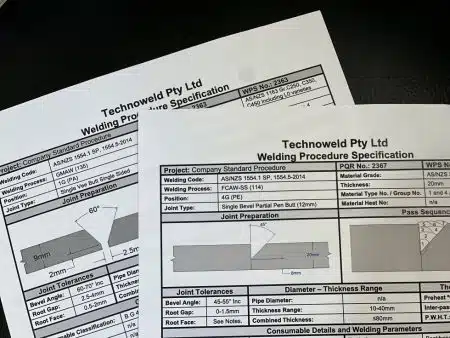
اجزای یک مشخصات فرآیند جوشکاری (WPS)
WPS یک سند دقیق است که شامل چندین جزء اساسی است. این اجزا پارامترها و دستورالعمل های فرآیند جوشکاری را تعریف می کنند. در زیر عناصر اصلی یک WPS معمولی آورده شده است:
۱-اطلاعات کلی:
- شماره WPS: یک شناسه منحصر به فرد برای سند.
- شماره ویرایش: نشان دهنده نسخه WPS.
- تاریخ: تاریخی که WPS ایجاد یا اصلاح شده است.
- تهیه شده توسط: نام شخص یا نهادی که WPS را تهیه کرده است.
- تأیید شده توسط: نام مقام تأیید کننده.
۲-ماده پایه:
- مشخصات مواد: ماده پایه مورد جوشکاری را مشخص می کند، مانند مشخصات ASTM یا ASME.
- محدوده ضخامت مواد: محدوده ضخامت هایی را که WPS برای آنها اعمال می شود، مشخص می کند.
- نوع/درجه مواد: درجه یا طبقه بندی مواد را نشان می دهد.
۳-فرآیند جوشکاری:
- فرآیند جوشکاری مورد استفاده را مشخص می کند، مانند جوشکاری قوس الکتریکی با الکترود روکش دار (SMAW)، جوشکاری قوس تنگستن با گاز محافظ (GTAW) یا جوشکاری قوس فلزی با گاز محافظ (GMAW).
۴-ماده پرکننده:
- مشخصات فلز پرکننده: ماده پرکننده را مشخص می کند، مانند طبقه بندی AWS.
- نوع فلز پرکننده: نوع فلز پرکننده را مشخص می کند، مانند الکترود یا سیم.
۵-طرح اتصال:
- پیکربندی اتصال را شرح می دهد، مانند اتصال لب به لب، اتصال روی هم یا اتصال T.
- شامل جزئیاتی مانند زاویه شیار، بازشدگی ریشه و ماده پشتیبان (در صورت وجود) است.
۶-موقعیت:
- موقعیت (های) جوشکاری مجاز را مشخص می کند، مانند تخت، افقی، عمودی یا بالاسری.
۷-دمای پیش گرم و بین پاسی:
- دمای پیش گرم: حداقل دمای ماده پایه قبل از جوشکاری را مشخص می کند.
- دمای بین پاسی: حداکثر دما بین پاس های جوشکاری را مشخص می کند.
۸-پارامترهای جوشکاری:
- نوع و قطبیت جریان: AC، DC+ یا DC-.
- محدوده آمپراژ و ولتاژ: محدوده قابل قبول جریان و ولتاژ را مشخص می کند.
- سرعت حرکت: محدوده سرعت حرکت برای فرآیند جوشکاری را مشخص می کند.
۹-گاز محافظ:
- نوع و ترکیب گاز محافظ (در صورت وجود) را مشخص می کند، مانند آرگون، CO₂ یا مخلوط گاز.
- شامل الزامات نرخ جریان (به عنوان مثال، ۲۰-۳۰ CFH) است.
۱۰-عملیات حرارتی پس از جوشکاری (PWHT):
- مشخص می کند که آیا عملیات حرارتی پس از جوشکاری لازم است یا خیر و پارامترهای کاربرد آن را مشخص می کند.
۱۱-معیارهای پذیرش:
- به کد یا استاندارد جوشکاری قابل اجرا که معیارهای پذیرش جوش را تعریف می کند (به عنوان مثال، AWS D1.1، ASME Section IX) ارجاع می دهد.
۱۲-متغیرهای غیر ضروری:
- متغیرهایی را فهرست می کند که می توانند بدون نیاز به صلاحیت مجدد WPS تغییر کنند، مانند روش های تمیز کردن یا جزئیات غیر بحرانی اتصال.

متغیرهای ضروری، غیر ضروری و تکمیلی ضروری
کدهای جوشکاری متغیرها را در یک WPS به سه دسته طبقه بندی می کنند: متغیرهای ضروری، متغیرهای غیر ضروری و متغیرهای ضروری تکمیلی. درک این طبقه بندی ها برای ایجاد و استفاده از WPS حیاتی است.
۱-متغیرهای ضروری
- متغیرهای ضروری پارامترهایی هستند که مستقیماً بر خواص مکانیکی جوش تأثیر می گذارند. هرگونه تغییر در این متغیرها نیاز به صلاحیت مجدد WPS دارد. نمونه ها عبارتند از:
- نوع ماده پایه.
- طبقه بندی ماده پرکننده.
- فرآیند جوشکاری.
- دمای پیش گرم و بین پاسی.
۲- متغیرهای غیر ضروری
- متغیرهای غیر ضروری بر خواص مکانیکی جوش تأثیر نمی گذارند. این متغیرها می توانند بدون نیاز به صلاحیت مجدد WPS تنظیم شوند. نمونه ها عبارتند از:
- روش های تمیز کردن.
- نوع ماده پشتیبان.
- نرخ جریان گاز محافظ.
۳- متغیرهای ضروری تکمیلی
- متغیرهای ضروری تکمیلی زمانی بحرانی می شوند که الزامات خاصی مانند چقرمگی شیار مشخص شود. این متغیرها عبارتند از:
- ورودی حرارت.
- عملیات حرارتی پس از جوشکاری.
مراحل توسعه یک WPS
ایجاد یک WPS شامل چندین مرحله، از جمله آزمایش، مستندسازی و تأیید است. در زیر یک راهنمای گام به گام برای توسعه یک WPS آورده شده است:
مرحله ۱: شناسایی الزامات جوشکاری
- دامنه پروژه جوشکاری، از جمله مواد پایه، طرح های اتصال و کدهای یا استانداردهای قابل اجرا را تعیین کنید.
مرحله ۲: انجام صلاحیت روش جوشکاری (PQR)
- یک جوش آزمایشی انجام دهید تا تأیید کنید که روش جوشکاری پیشنهادی نتایج قابل قبولی تولید می کند. این آزمایش در یک گزارش صلاحیت روش (PQR) مستند می شود که به عنوان مبنایی برای WPS عمل می کند.
مرحله ۳: مشخص کردن پارامترهای جوشکاری
- فرآیند جوشکاری، مواد پرکننده، طرح اتصال، موقعیت و سایر پارامترها را بر اساس داده های PQR مشخص کنید.
مرحله ۴: نوشتن سند WPS
- تمام اطلاعات مربوطه را در یک سند WPS واضح و مختصر گردآوری کنید. از یک قالب استاندارد طبق الزامات کد یا استاندارد قابل اجرا استفاده کنید.
مرحله ۵: بررسی و تأیید
- WPS را توسط یک مهندس واجد شرایط یا بازرس جوش بررسی و تأیید کنید.
WPS و PQR: رابطه
WPS و PQR رابطه نزدیکی دارند اما اهداف متفاوتی را دنبال می کنند. PQR سابقه ای از جوش های آزمایشی انجام شده در طول فرآیند صلاحیت است، در حالی که WPS سندی است که برای جوشکاری واقعی تولید استفاده می شود.
- گزارش صلاحیت روش (PQR): PQR نتایج آزمایشات صلاحیت روش جوشکاری، از جمله نتایج آزمایش مکانیکی (به عنوان مثال، استحکام کششی، آزمایش خمش) را مستند می کند. این ثابت می کند که روش جوشکاری پیشنهادی می تواند جوش های قابل قبولی تولید کند.
- مشخصات فرآیند جوشکاری (WPS): WPS بر اساس PQR توسعه یافته و دستورالعمل های دقیقی را برای پیروی جوشکاران در طول تولید ارائه می دهد.
فرآیندهای رایج جوشکاری در WPS
اسناد WPS برای فرآیندهای مختلف جوشکاری توسعه یافته اند. در زیر برخی از رایج ترین آنها آورده شده است:
1-جوشکاری قوس الکتریکی با الکترود روکش دار (SMAW): SMAW که به عنوان جوشکاری دستی نیز شناخته می شود، به دلیل سادگی و تطبیق پذیری آن به طور گسترده مورد استفاده قرار می گیرد.
2-جوشکاری قوس تنگستن با گاز محافظ (GTAW): GTAW که جوشکاری TIG نیز نامیده می شود، برای جوشکاری دقیق مواد نازک ایده آل است.
3-جوشکاری قوس فلزی با گاز محافظ (GMAW): GMAW که معمولاً به عنوان جوشکاری MIG شناخته می شود، به دلیل سرعت بالا و فرآیند کارآمد خود محبوب است.
4-جوشکاری قوس با سیم توپودری (FCAW): FCAW شبیه GMAW است اما از سیم توپودری استفاده می کند و آن را برای کاربردهای فضای باز مناسب می کند.
5-جوشکاری زیرپودری (SAW): SAW برای کاربردهای جوشکاری سنگین مانند مخازن تحت فشار و خطوط لوله استفاده می شود.

نقش WPS در کنترل کیفیت
WPS نقش حیاتی در تضمین کیفیت و ثبات جوش دارد. در زیر به برخی از روشهایی که WPS به کنترل کیفیت کمک میکند اشاره شده است:
1-روشهای استاندارد: WPS با ارائه مجموعهای واضح از دستورالعملها، تضمین میکند که همه جوشکاران از یک فرآیند مشابه پیروی میکنند.
2-بازرسی و آزمایش: بازرسان از WPS به عنوان مرجعی در طول بازرسیهای بصری، آزمایشهای غیرمخرب (NDT) و آزمایشهای مکانیکی استفاده میکنند.
3-پیشگیری از نقص: رعایت WPS نقصهایی مانند تخلخل، ترک خوردگی و عدم ذوب را به حداقل میرساند.
4-مستندسازی برای ممیزیها: WPS به عنوان سابقه ای برای ممیزیها و بازرسیها عمل میکند و انطباق با استانداردهای صنعت را نشان میدهد.
چالشها در اجرای WPS
علیرغم اهمیت آن، اجرای WPS میتواند چالشهایی را به همراه داشته باشد، از جمله:
1-پیچیدگی: توسعه یک WPS نیاز به تخصص در فرآیندهای جوشکاری، مواد و کدها دارد.
2-آموزش: جوشکاران باید برای درک و پیروی از WPS آموزش ببینند.
3-انطباق: اطمینان از انطباق با تمام کدها و استانداردهای قابل اجرا میتواند زمانبر باشد.
4-بهروزرسانی و بازنگری: اسناد WPS باید به طور مرتب بررسی و بهروزرسانی شوند تا تغییرات در مواد، فرآیندها یا استانداردها را در نظر بگیرند.
نتیجهگیری
مشخصات فرآیند جوشکاری (WPS) ابزاری ضروری در صنعت جوشکاری است. این سند ثبات، کیفیت، ایمنی و انطباق با استانداردهای صنعت را تضمین میکند. WPS با ارائه دستورالعملهای واضح برای فرآیندهای جوشکاری، مواد و پارامترها، به دستیابی به جوشهای مطمئن و بدون نقص کمک میکند. در حالی که توسعه و اجرای یک WPS میتواند چالشبرانگیز باشد، مزایای آن بسیار بیشتر از تلاش صرف شده است و آن را به سنگ بنای شیوههای جوشکاری مدرن تبدیل میکند.
نکات تکمیلی برای درک بهتر WPS و PQR
برای درک بهتر تفاوت و ارتباط بین WPS و PQR، به نکات زیر توجه کنید:
- WPS (Welding Procedure Specification): دستورالعمل جوشکاری است که به صورت مکتوب، روش انجام جوشکاری را با تمام جزئیاتش مشخص میکند. این سند قبل از شروع عملیات جوشکاری تهیه میشود و به عنوان راهنمای جوشکار عمل میکند.
- PQR (Procedure Qualification Record): سابقه صلاحیت روش جوشکاری است که نشان میدهد یک WPS مشخص، قادر به ایجاد جوش با کیفیت مطلوب است. این سند پس از انجام آزمایشهای مختلف روی نمونه جوش تهیه شده طبق WPS، ایجاد میشود.
- به عبارت سادهتر، WPS میگوید چگونه جوشکاری انجام شود و PQR ثابت میکند که این چگونه، نتایج خوبی به دست میدهد.
- هر WPS برای تأیید خود به یک PQR نیاز دارد. با این حال، یک PQR میتواند برای تأیید چند WPS مشابه مورد استفاده قرار گیرد، به شرطی که تغییرات در متغیرهای غیر ضروری باشند.
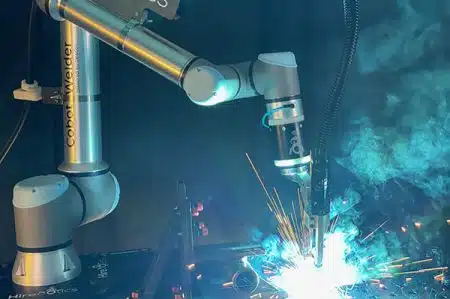
جوشکاری با ربات
رباتها با ارائه دقت، سرعت و ثبات بیشتر در مقایسه با جوشکاری دستی، انقلابی در صنعت جوشکاری ایجاد کردهاند. آنها در انجام وظایف تکراری در محیطهای خطرناک، کاهش خستگی کارگران و آسیبهای احتمالی، برتری دارند. رباتها با کنترل دقیق پارامترهای جوشکاری مانند ولتاژ قوس، جریان و سرعت حرکت، کیفیت جوش ثابت را تضمین کرده و عیوب را به حداقل میرسانند. این امر منجر به بهبود کیفیت محصول، کاهش دوبارهکاری و افزایش راندمان تولید میشود. علاوه بر این، سیستمهای جوشکاری رباتیک را میتوان به راحتی برای انجام وظایف مختلف جوشکاری و هندسههای قطعات مختلف دوباره برنامهریزی کرد و انعطافپذیری بیشتری در فرآیندهای تولید ارائه داد. این سازگاری در صنایعی با تغییرپذیری بالای محصول یا تغییرات مکرر طراحی بسیار مهم است.
رباتهای Dobot یا کوبات های سری CR، به دلیل برنامهنویسی کاربرپسند و دقت بالا، برای کاربردهای جوشکاری بسیار مناسب هستند. این کوباتها را میتوان به راحتی با تجهیزات مختلف جوشکاری ادغام کرد و روشهای برنامهنویسی مختلفی مانند کشیدن و رها کردن، آموزش با تبلت و برنامهنویسی گرافیکی ارائه میدهند که آنها را حتی برای کاربرانی بدون تخصص گسترده در رباتیک نیز در دسترس قرار میدهد. راهحلهای جوشکاری دوبات همچنین ویژگیهایی مانند ردیابی قوس و یافتن درز را برای تنظیم خودکار مسیر جوشکاری در زمان واقعی، جبران تغییرات در تناسب قطعات و اطمینان از قرارگیری دقیق جوش، در خود جای دادهاند. اندازه جمع و جور و ماهیت مشارکتی آنها به آنها اجازه میدهد تا در فضاهای کاری مشترک در کنار اپراتورهای انسانی کار کنند و در نتیجه بهرهوری و انعطافپذیری در عملیات جوشکاری را بیشتر افزایش دهند.





